Example 1.29: Material to Material Calculation: Friction-stir welding between AA5454 Al alloy and AZ91 Mg alloy
Purpose: This example demonstrate the material to material function in Pandat software. The calculation conditions are the same as Example 1.25: Friction-stir welding between AA5454 Al alloy and AZ91 Mg alloy.
Module: PanPhaseDiagram
Thermodynamic Database: PanMg.pdb(this database is a thermodynamic database for multi-component magnesium alloys which is only available to users who have licensed it.)
Calculation Procedures:
- Load PanMg.pdb following the procedure in Pandat User’s Guide: Load Database, and select components: Al, Fe, Mg, Mn, Zn;
- Perform Material to Material calculations through the menu bar "PanPhaseDiagram → Section Calculation: Material to Material";
- Set Calculation Condition as shown in Figure 1.29.1 The left edge material is defined as AA5454: Al-3Mg-1Mn-0.3Fe-0.01Zn(wt.%); the right edge material is AZ91: Mg-8.2Al-1Zn-0.2Mn-0.01Fe (wt.%). The temperature range is from 300 °C to 500 °C. Note that, instead of manually entering the composition, users can directly select the material from the Materials Chemistry Database (DB) if it has been saved, as described in Pandat User's Guide: Material-to-Material Calculation;
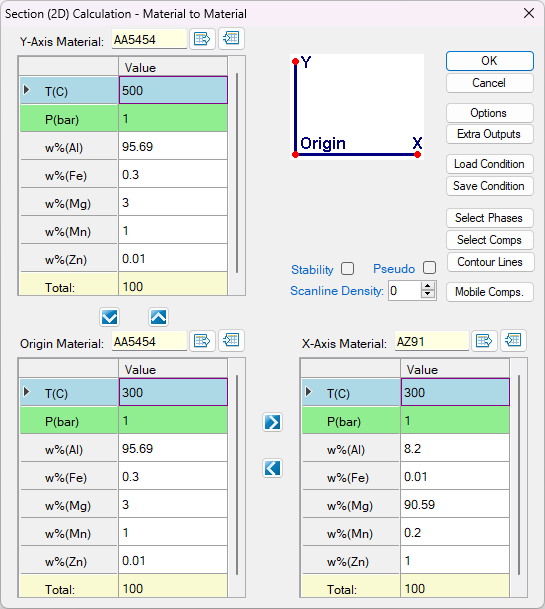
Figure 1.29.1: Set material to material section calculation conditions
Post Calculation Operation:
- Add a new Table as shown in Figure 1.29.2 to get the ZPF line data of the liquid phase (f(@Liquid)=0);
- Plot the ZPF line data in the added table into the default graph following the procedure in Pandat User's Guide: Table Column Operations;
- Label phase field following the procedure in Pandat User’s Guide: Icons for Graph on Toolbar;
- Change graph appearance following the procedure in Pandat User’s Guide: Property;
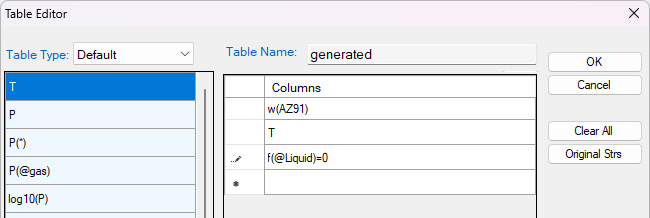
Figure 1.29.2: Output the ZPF line data of the liquid phase
Information obtained from this calculation:
- The obtained phase diagram is shown in Figure 1.29.3 The weight percent of the material AZ91 is used as X-axis. This figure is similar to the Figure 1.25.3 in Example 1.25 where the weight percent of element Mg is used as X-axis.
- To prevent partial melting during the friction-stir welding process, the local temperatures in the welding zone must be maintained below the threshold indicated by the red line. In this case, the minimum temperature to avoid such melting is 435.7 °C.
- Different intermetallic phases may form in the joining zone: The Al3Mg2 phase with some Al6Mn precipitate near the Al alloy side, and Mg17Al12 phase with minor precipitation of Al4Mn near the Mg alloy side.
- A similar approach can also be applied to analyze interactions between other materials, such as coating/substrate reactions.
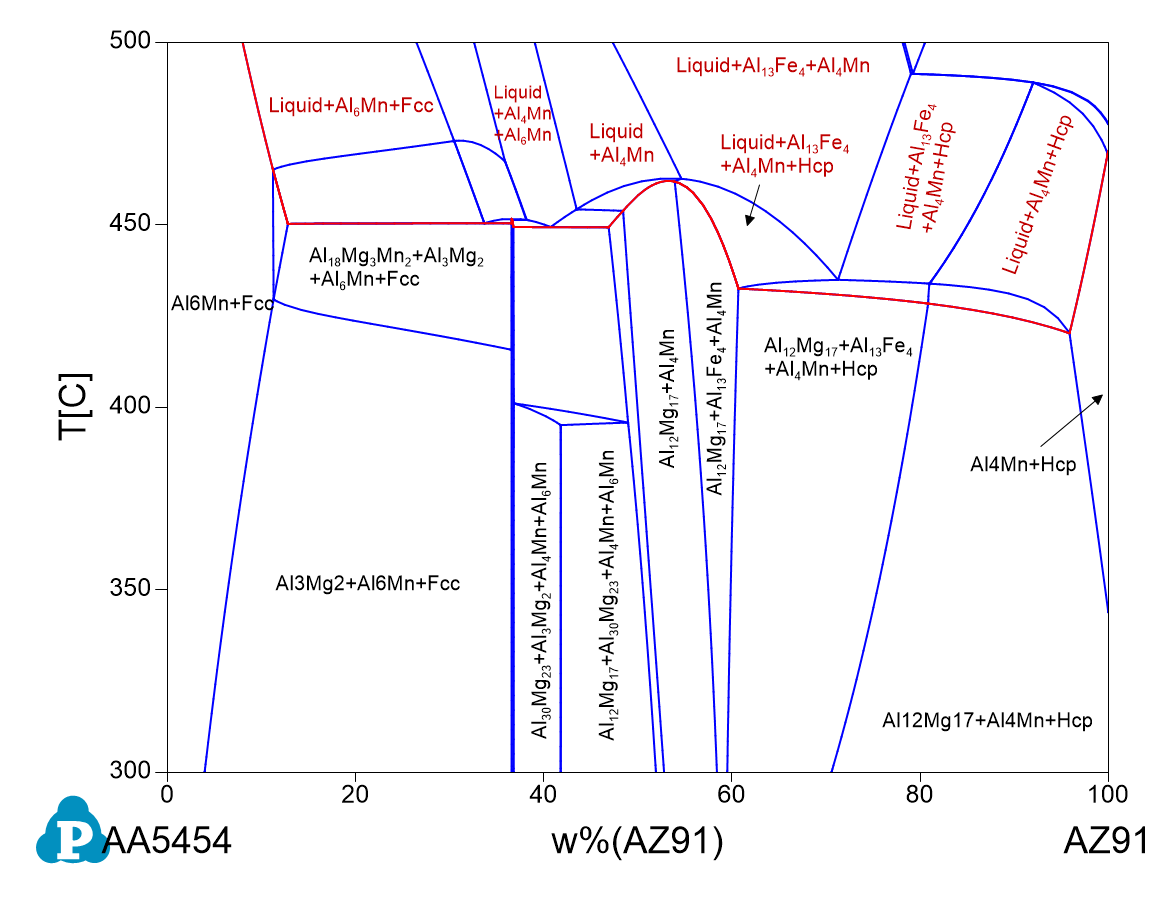
Figure 1.29.3: The vertical phase diagram from AA5454 to AZ91 with phase field labels (The phase fields including Liquid phase are labeled as red)